SLV – Schweißtechnische Lehr- und Versuchsanstalten



Resistance welding
Range of services on offer
- Training and qualification of personnel
- Advice about solving welding problems
- Recognition and elimination of failure causes
- Optimisation of fabrication
- Assistance during the start of series production
- Creation of prototypes and pilot series
- Neutral investment advice
- Neutral tests on installations and machine components according to ISO 669 etc., e.g. transformers, repair welding installations, electrode materials etc.
- Materials tests / weldability tests according to SEP 1220 or other international standards
- Advice about the selection and utilisation of quality-assuring measures, e.g. monitoring devices and adaptive regulation systems
Procedure variants
- Resistance spot welding
- Projection welding
- Roller seam welding
- Pressure butt welding
- Flash butt welding
Information about the process
The resistance welding procedures are generally characterised by high productivity and easy automatability.
The first three procedures specified above are predominantly utilised in the sheet range with thicknesses of 0.5 ‑ 3.0 mm.
Here, the automobile industry may be cited as the most representative example.
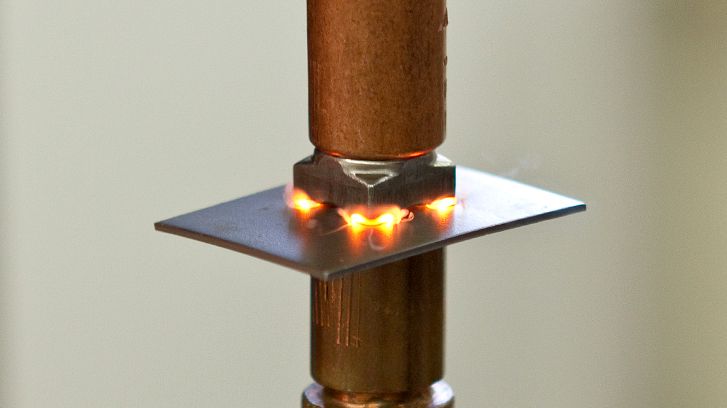
The welding heat is generated by so-called electric heating, according to Joule's law. As a rule, the material is melted completely in the joining plane, combines into a common nugget and thus forms a material-locking joint.
The main setting variables are the electrode force, the welding time and the welding current. This seems to be really simple at first glance but, for successful and reliable fabrication, attention must also be paid to numerous boundary conditions in practice.
Contact person
SLV Duisburg
- Mehmet Uysal
- +49 203 3781-272
- uysal(at)slv-duisburg.de